

精密点焊机PIW-5230B电流的分流问题:
精密点焊机焊接时不通过焊接区而流经焊件其他部分的电流为分流。同一焊件上已焊的熔核对正在焊的熔核就能构成分流;焊接区外焊件间的接触点也能引起分流。实际操作中不希望产生分流现象。因为分流使焊接区的有效电流减小,析热不足而使熔核尺寸减小,导致熔核强度下降;分流电流在电极一焊件接触面一侧集中过密,将因局部过热造成飞溅、烧伤焊件或电极、熔核偏斜等;由于形成分流的偶然因素很多,使得焊接电流不稳定,从而焊接质量也不稳定。影响分流的因素很多,如零件材料、结构、点距、表面状态和装配质量等都能影响分流的大小。实质上精密点焊机分流的大小取决于焊接区的总电阻与分路阻抗之比,分路阻抗越小,则分流就越大。减小分流的常用措施有以下几点:
(1)选择合适的点距。为了减小分流,通常按焊件材料的电阻率和厚度规定点距的最小值。材料的电阻率越小,板越厚,焊件层数越多,则分流越大,所允许的最小点距也应增大。
(2)焊前清理焊件表面。表面上存在氧化膜、油垢等脏物时,焊接区总电阻增大,使分流增大。步且面;中骤应大法会不对。
(3)提高装配质量。待焊处装配间隙大,其电阻增加,使分流增大。因此,结构刚性较大或多层板进行组装时,应提高装配质量,尽量减小装配间隙。
(4)适当增大焊接电流,以补偿分流的影响。由于结构设计需要或其他原因,分流不可避免时,为了保证熔核具有足够几何尺寸,应加大焊接电流,以补偿分流的损失。例如,焊接不锈钢与高温合金连续点焊时,采用比正常点焊的焊接电流高40%~60%。
(5)其他特殊措施。分流对单面双点焊影响较大,对于厚度相等的焊件,因分路阻抗小于焊接区的总电阻,故分流大于焊接区通过的电流。为了减小分流,通常在焊件下面衬以导电金属板;对于厚度不同或材料不同的焊件,应尽量将两电极放在分路电阻较大的一侧,即放在较薄板件或导电性差的材料一侧;
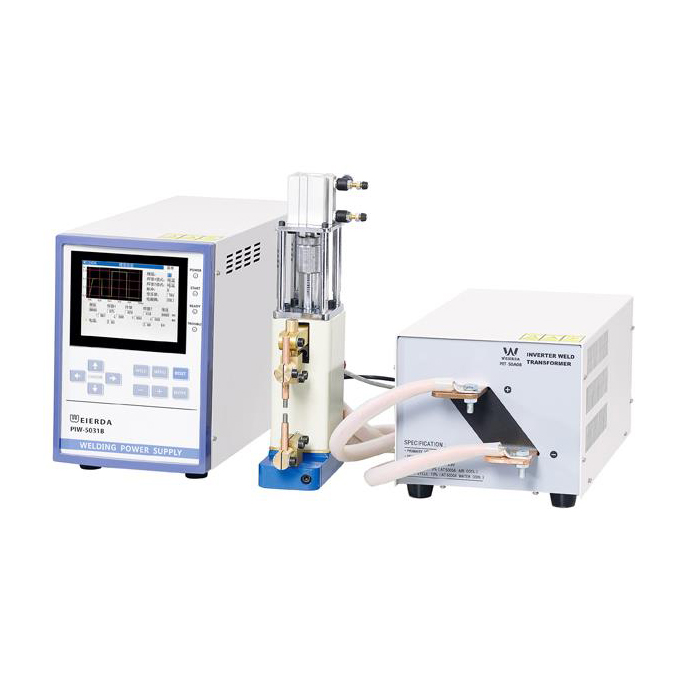
精密中频逆变直流点焊机PIW-5230B优点:
1、外观小巧,输出功率大,输出电压空载9.8V,输出电流最大可达20000安培。
2、采用次级定电流,定电压,定功率的闭环控制技术,电流精度为10安培,时间精度为1毫秒。
3、可以根据复杂的工艺设置多段多次放电,可设置缓升、缓降等功能,有助于焊接成型、抑制飞溅等特点。
4、友好的人机界面,全中文显示。
5、精密中频逆变直流脉冲点焊机PIW-5230B可以通过RS485接口与电脑或者存储器进行通讯,进行质量监控和进行品质追踪。
 QQ客服
QQ客服